



Comprehensive Guide to Alumina Tubes
1. Introduction
Alumina tubes, composed primarily of aluminum oxide (Al₂O₃), have emerged as indispensable components across various high-technology industries. Their exceptional physical and chemical properties make them ideal for applications that demand durability, precision, and reliability. From aerospace engineering to medical devices, alumina tubes provide the necessary performance that modern applications require.
This guide aims to provide an in-depth understanding of alumina tubes, covering their definitions, manufacturing processes, superior properties, wide-ranging applications, advantages over traditional materials. The structured approach ensures a comprehensive overview for engineers, procurement specialists, and industry stakeholders.
2. Overview of Alumina Tubes
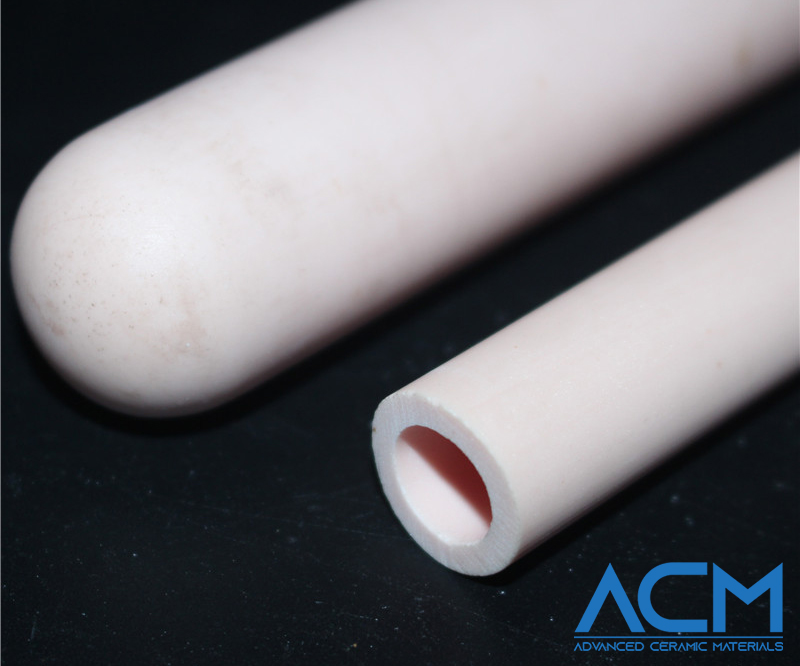
Alumina tubes are cylindrical structures made from high-purity aluminum oxide. They exhibit a tightly knit crystalline lattice, providing exceptional strength and stability. The purity of alumina, often exceeding 99.5%, minimizes impurities that could compromise performance, making these tubes suitable for demanding environments.

The utilization of alumina dates back to ancient civilizations, where it was used in pottery and refractory applications. However, advancements in material science during the 20th century paved the way for high-purity alumina synthesis, enabling its use in sophisticated applications such as electronics, aerospace, and medical devices.
Alumina tubes can be classified based on purity levels, grain sizes, and mechanical properties. Common specifications include dimensions (diameter and wall thickness), thermal stability, electrical insulation capacity, and mechanical strength. Custom configurations are often available to meet specific industry requirements.
3. Manufacturing Process
3.1 Raw Material Selection
High-purity aluminum hydroxide or alumina powders are selected as the primary raw materials. The choice of raw material directly influences the final product's purity and performance characteristics.
3.2 Mixing and Forming Process
The raw materials undergo meticulous mixing to ensure uniform distribution. Advanced forming techniques such as extrusion or slip casting are employed to shape the alumina into hollow cylindrical forms with precise dimensions.
3.3 Sintering Technology
Sintering involves heating the formed alumina at high temperatures to achieve densification. This process eliminates porosity, enhances mechanical strength, and ensures the structural integrity of the tubes.
3.4 Cooling and Post-processing
Controlled cooling is essential to prevent thermal shock and maintain dimensional accuracy. Post-processing steps may include machining, polishing, and surface treatments to achieve the desired finish and specifications.
3.5 Quality Control and Testing
Stringent quality control measures are implemented, including dimensional inspections, mechanical strength testing, thermal conductivity assessments, and electrical insulation evaluations to ensure that each alumina tube meets the highest standards.
4. Superior Properties of Alumina Tubes
4.1 High Temperature Resistance
Alumina tubes can withstand extreme temperatures, often exceeding 1600°C, making them ideal for applications involving high thermal stress.
4.2 Excellent Mechanical Strength
Their robust crystalline structure provides remarkable mechanical strength, ensuring durability under physical stress and preventing deformation.
4.3 Outstanding Electrical Insulation Performance
Alumina's inherent electrical insulating properties make these tubes perfect for use in electronic components and electrical applications where insulation is critical.
4.4 Superior Corrosion Resistance
Chemical inertness ensures that alumina tubes resist corrosion from most acids, bases, and other corrosive substances, enhancing their longevity in harsh environments.
4.5 Lightweight Design
Despite their strength, alumina tubes are lightweight, offering a favorable strength-to-weight ratio essential for applications like aerospace and automotive industries.
4.6 Excellent Thermal Conductivity
Efficient heat dissipation capabilities make alumina tubes suitable for thermal management in electronic and semiconductor applications.
4.7 Biocompatibility
Alumina is biocompatible, allowing its use in medical implants and devices without adverse reactions, ensuring patient safety and device compatibility.
5. Wide Applications
5.1 Aerospace
Alumina tubes are integral in manufacturing jet engines and rocket engine components, where high-temperature resistance and mechanical strength are paramount. Additionally, they are used in missile components, offering reliability under extreme conditions.

5.2 Electronics and Semiconductor
In the electronics industry, alumina tubes serve as circuit substrates and are essential in integrated circuit packaging. Their excellent electrical insulation and thermal management properties enhance the performance and longevity of electronic devices.
5.3 Automotive Industry
Alumina tubes find applications in catalytic converters and exhaust systems, contributing to emission control and engine efficiency. They are also used in sensor housings and spark plug insulators, ensuring reliable performance in automotive systems.
5.4 Medical Field
The biocompatibility of alumina makes it ideal for medical devices and implants, such as prosthetics and dental implants. Additionally, alumina tubes are used in laboratory equipment where contamination resistance is crucial.
5.5 Chemical Industry
Alumina tubes are employed in catalytic reactors, where their chemical inertness ensures safe and efficient reactions. They are also used in evaporators and condensers, facilitating processes that require precise temperature control.
5.6 Energy Sector
In the energy industry, alumina tubes are used in gas turbines and nuclear reactor components due to their ability to withstand high temperatures and corrosive environments. They also play a role in power generation equipment, enhancing efficiency and durability.
6. Advantages of Alumina Tubes
6.1 Advantages over Traditional Materials
-
Metals: Unlike metals, alumina tubes offer superior corrosion resistance and electrical insulation without the need for additional coatings or treatments. They are also lighter, reducing overall system weight.
-
Plastics: Alumina tubes outperform plastics in high-temperature applications and offer better mechanical strength and chemical resistance, ensuring longer service life and reliability.

6.2 Enhancing Operational Efficiency
The high thermal conductivity and precise dimensional stability of alumina tubes contribute to improved operational efficiency in various applications, reducing energy consumption and enhancing performance.
6.3 Prolonging Equipment Lifespan
By resisting wear, corrosion, and thermal stress, alumina tubes extend the lifespan of the equipment they are integrated into, providing long-term cost savings and reliability.
6.4 Cost Savings Analysis
While the initial investment in alumina tubes may be higher than traditional materials, their durability and low maintenance requirements result in significant cost savings over time through reduced downtime and replacement needs.
6.5 Environmental and Sustainable Development
Alumina is an environmentally friendly material, offering sustainability benefits such as recyclability and reduced environmental impact compared to metals and plastics. Its longevity also contributes to fewer resources being consumed over the product lifecycle.
7. Case Studies
7.1 Successful Application Case 1: Aerospace Engine Components
A leading aerospace manufacturer integrated alumina tubes into their jet engine designs. The tubes' high-temperature resistance and mechanical strength allowed for thinner, lighter components without compromising performance, resulting in enhanced fuel efficiency and extended engine lifespan.
7.2 Successful Application Case 2: Semiconductor Manufacturing Equipment
A semiconductor equipment company utilized alumina tubes in their integrated circuit packaging. The excellent electrical insulation and thermal management properties of alumina improved device performance and reliability, leading to higher production yields and reduced defect rates.
7.3 Customer Feedback and Evaluation
Customers across various industries have lauded alumina tubes for their exceptional durability, performance, and reliability. Feedback highlights include improved operational efficiency, cost savings, and enhanced product quality, reinforcing alumina tubes as a preferred material choice.
8. Conclusion
Alumina tubes stand out due to their superior physical and chemical properties, making them indispensable in high-demand applications across aerospace, electronics, automotive, medical, chemical, and energy sectors. Their advantages over traditional materials, including high-temperature resistance, mechanical strength, electrical insulation, corrosion resistance, and sustainability, position alumina tubes as a leading choice for modern engineering solutions.
Advanced Ceramic Materials is dedicated to delivering high-quality ceramic solutions that meet the evolving needs of various industries. Our mission is to innovate and provide superior products that enhance performance, reliability, and sustainability for our clients worldwide.
We invites partners and clients to collaborate in harnessing the full potential of alumina tubes. For inquiries, customized solutions, or further information, please reach out to us through our online form or contact our sales team directly at [email protected].
{{item.content}}
LEVE A REPLY
{{item.children[0].content}}
{{item.content}}
LEAVE A REPLY
SUBSCRIBE OUR NEWSLETTER
- How PBN Crucibles Ensure the Quality of GaN & SiC Epitaxial Materials
- SiC vs. Quartz Focus Rings: A Cost and Performance Analysis for Advanced Etch
- AlN Ceramic Substrates: Enabling Next-Gen Electrostatic Chucks
- The Amor of Semiconductor Tools: Why High-Purity Al2O3 & AlN Are Preferred for Plasma Process Chambers
- Silicon Carbide - Ultra-High Temperature Ceramics for Extreme Environments


 AlN Ceramic Substrates: Enabling Next-Gen Electrostatic Chucks
This article details the material properties forcing this change and provides a framework for ESC builders to evaluate and source the high-performance AlN substrates necessary to win in the advanced node market.
READ MORE >
AlN Ceramic Substrates: Enabling Next-Gen Electrostatic Chucks
This article details the material properties forcing this change and provides a framework for ESC builders to evaluate and source the high-performance AlN substrates necessary to win in the advanced node market.
READ MORE >
 SiC vs. Quartz Focus Rings: A Cost and Performance Analysis for Advanced Etch
Quartz focus rings wear fast in advanced etch, hurting yield. Silicon Carbide (SiC) rings last 6-10x longer. Our TCO analysis shows how SiC's higher price lowers total cost. Get the selection guide and corrosion data.
READ MORE >
SiC vs. Quartz Focus Rings: A Cost and Performance Analysis for Advanced Etch
Quartz focus rings wear fast in advanced etch, hurting yield. Silicon Carbide (SiC) rings last 6-10x longer. Our TCO analysis shows how SiC's higher price lowers total cost. Get the selection guide and corrosion data.
READ MORE >
 How PBN Crucibles Ensure the Quality of GaN & SiC Epitaxial Materials
In the atomic-scale world of GaN HEMTs and SiC power devices, the vessel that holds the source materials is not just a container; it is the foundational determinant of epitaxial film purity. Trace contaminants from a crucible can incorporate as fatal defects. This article details why Pyrolytic Boron Nitride (PBN) has become the non-negotiable material for MOCVD and MBE components, examining its unique combination of ultra-high purity, thermal management, and non-wetting properties.
READ MORE >
How PBN Crucibles Ensure the Quality of GaN & SiC Epitaxial Materials
In the atomic-scale world of GaN HEMTs and SiC power devices, the vessel that holds the source materials is not just a container; it is the foundational determinant of epitaxial film purity. Trace contaminants from a crucible can incorporate as fatal defects. This article details why Pyrolytic Boron Nitride (PBN) has become the non-negotiable material for MOCVD and MBE components, examining its unique combination of ultra-high purity, thermal management, and non-wetting properties.
READ MORE >