Aluminum Oxide, Alumina (Al2O3)
")
Alumina, also known as aluminum oxide, is the most widely used technical ceramic due to its excellent electrical insulation, high hardness, wear resistance, chemical stability, and high-temperature performance.
Advanced Ceramic Materials (ACM) supplies alumina ceramics in multiple purity grades, including 95%, 99%, 99.5%, and 99.7% alumina. We provide standard alumina components such as tubes, rods, plates, crucibles, and custom ceramic parts for electronic, semiconductor, industrial, and high-temperature applications.
Compare alumina grades and properties below, or explore our alumina ceramic products to find the right material for your application.
More Info About Alumina
Products | Specification | Applications | FAQs | Brochure
Advantages of Alumina Ceramics
- Excellent electrical insulation
- High hardness and wear resistance
- Good thermal conductivity
- High-temperature stability
- Excellent chemical corrosion resistance
- Cost-effective compared with many advanced ceramics
- Available in multiple purity grades
Different Purity Specifications
| Material | Alumina | ||||
| Properties | Units | AL997 | AL995 | AL99 | AL95 |
| %Alumina | - | 99.70% | 99.50% | 99.00% | 95.00% |
| Color | - | Ivory | Ivory | Ivory | Ivory & White |
| Permeability | - | Gas-tight | Gas-tight | Gas-tight | Gas-tight |
| Density | g/cm3 | 3.94 | 3.9 | 3.8 | 3.75 |
| Straightness | - | 1‰ | 1‰ | 1‰ | 1‰ |
| Hardness | Mohs Scale | 9 | 9 | 9 | 8.8 |
| Water Absorption | - | ≤0.2 | ≤0.2 | ≤0.2 | ≤0.2 |
| Flexural Strength(Typical 20℃) | Mpa | 375 | 370 | 340 | 304 |
| Compressive Strength (Typical 20℃) |
Mpa | 2300 | 2300 | 2210 | 1910 |
| Coefficient of Thermal Expansion (25℃ to 800℃) |
0-6/℃ | 7.6 | 7.6 | 7.6 | 7.6 |
| Dielectric Strength (5mm Thickness) | AC-kv/mm | 10 | 10 | 10 | 10 |
| Dielectric Loss 25ºC@ 1MHz |
- | < 0.0001 | < 0.0001 | 0.0006 | 0.0004 |
| Dielectric Constant | 25º C@ 1MHz | 9.8 | 9.7 | 9.5 | 9.2 |
| Volume Resistivity (20℃) (300℃) |
Ω·cm³ | >1014 2*1012 |
>1014 2*1012 |
>1014 4*1011 |
>1014 2*1011 |
| Long-term Operating Temperature | ℃ | 1700 | 1650 | 1600 | 1400 |
| Thermal Conductivity (25℃) | W/m·K | 35 | 35 | 34 | 20 |
Aluminum Oxide Applications in Various Industries
- Industrial Appliances – Furnaces, thermocouple protectors
- Coatings – Abrasion, corrosion, and thermal shock protection
- Labware – Crucibles, mortars, pestles
- Engineered Ceramics – CVD, ion implants, photolithography, semiconductor manufacturing
- Refractories – Furnace and kiln linings
- Artificial Bones and Joints – Biocompatible medical implants
- Abrasives – Grinding media, abrasive tools
- Consumer Electronics – Insulators, substrates, enclosures
- Traditional Industry – Injector tubes, gas nozzles, insulators
- Grinding and Polishing Tools – Laboratory sample preparation
Alumina ceramics stand out for their versatility across a broad spectrum of applications, from high-tech engineering and semiconductor manufacturing to traditional industries and medical prosthetics.
Read more: Everything You Need to Know about Alumina Ceramics
Aluminum Oxide Formulations
ACM's product formulations are developed to address a range of application problems. Many industrial applications push the envelope on specific requirements, leading to the development of new formulations.
| Properties | Unit | Fused Alumina | Reactive Grade Alumina | Ready To Press Alumina (RTP Alumina) | Activated Alumina | |||||||
| Al2O3 Content | % | 95.5 | 99.8 | 98 | 96 | 94 | 92 | 90 | ||||
| Bulk Density | g/cm3 | 3.95 | ~600 | ~1000 | ~600 | ~1100 | ~900 | ~1200 | ~1100 | – | ||
| Grain Size | μm | Customized | Customized | ≈130 | ≈170 | ≈100 | ≈200 | customized | ||||
| Color | – | White | White | White | White | |||||||
| Melting Point | ℃ | 2000 | – | – | – | |||||||
| Hardness | Mohs | 9 | – | – | – | |||||||
| Specific Surface Area | m2/g | – | 0.2-0.5 | 3.5-5 | 2-3 | 6-9 | 6-10 | – | 200-260 | |||
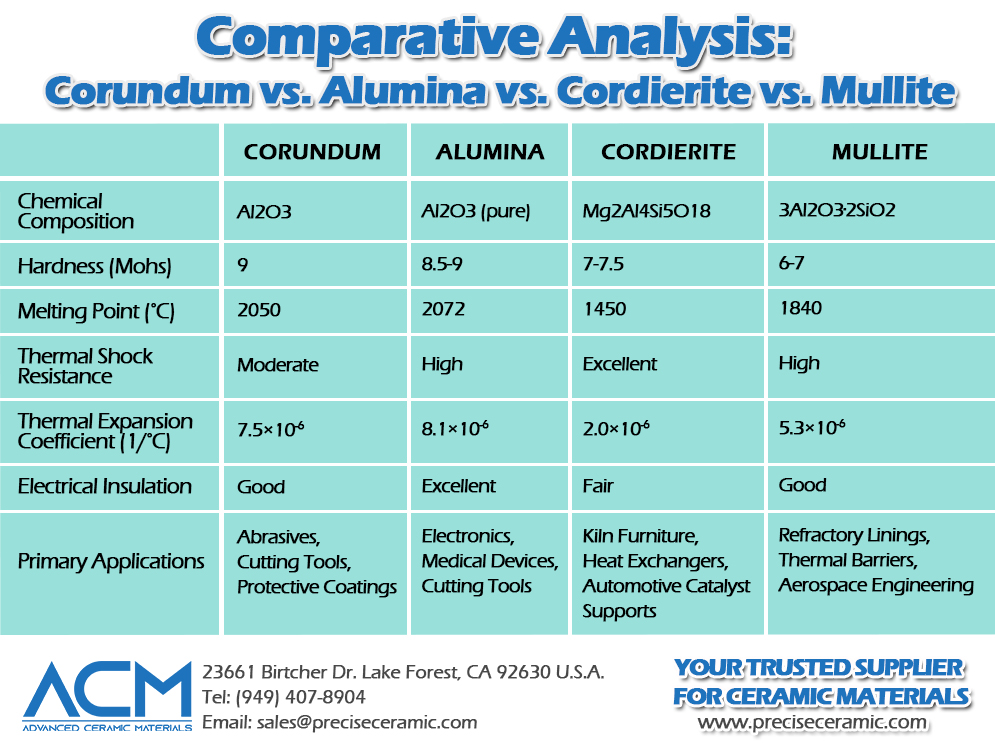
Corundum vs. Alumina vs. Cordierite vs. Mullite
ACM Ceramic Product Categories
Your Aluminum Oxide Ceramics Supplier
Advanced Ceramic Materials (ACM) is a leading supplier of high-quality alumina ceramic products for a range of applications. We are happy to provide advice on materials, design, and application. Feel free to contact us with questions about Al₂O₃ or other ceramic materials not listed on the website.
Frequently Asked Questions About Alumina Ceramics
| Chemical Formula | Al2O3 |
| Mechanical | |
| Density | 3.9 g/cm3 |
| Hardness | 17.2 GPa |
| Modulus of Elasticity | 380 GPa |
| Flexural Strength | 380 MPa |
| Compressive Strength | 2450 MPa |
| Poisson's Ratio | 0.23 |
| Fracture Toughness | 4 MPa m½ |
| Electrical | |
| Dielectric Strength | 15 ac V/mm |
| Dielectric Constant | 9.9 (@ 1 MHz) |
| Volume Resistivity | 10^14 ohm-cm |
| Thermal | |
| Coefficient of Thermal Expansion | 7.2 x 10^-6/°C |
| Thermal Conductivity | 20 - 35 W/(m*K) |
| Specific Heat | 780 J/(Kg*K) |
| Shock Resistance | 250 °C Diff. |
| Maximum Working Temperature | 1700 °C |